不倫シタ夫を「不良品としてリジェクト(離婚)」するか、「工程管理でリワークしてなんとかする(特採)」かを考える
1. 工程FMEA(Process Failure Mode and Effects Analysis, PFMEA)とは?
FMEA(故障モード影響解析)とは、製品や工程において発生し得る「故障モード(Failure Mode)」を洗い出し、それがどのような影響を及ぼすかを事前に分析し、適切な対策を講じる手法である。
これを製造プロセスに適用したものが 工程FMEA(PFMEA) である。PFMEAでは、以下の3つの観点からリスクを評価する。
- 発生頻度(Occurrence, O):その不具合がどれくらいの頻度で発生するか
- 重大度(Severity, S):発生した際にどれほど深刻な影響を与えるか
- 検出可能性(Detection, D):工程内でその不具合を検出できる可能性
これらの要素を掛け合わせた リスク優先度指数(RPN, Risk Priority Number) を算出し、RPNの高い項目から優先的に対策を行う。
不倫が発生するプロセスフローを明確にする。
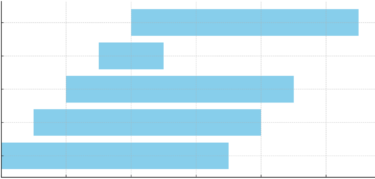
表1.不倫サレ側が考える、不倫が発生するプロセスフローと工程FMEA
工程 | 潜在的な故障モード (不倫リスク) | 影響 | 発生頻度(O) | 重大度(S) | 検出可能性(D) | RPN (O × S × D) |
|---|---|---|---|---|---|---|
| 結婚 | 価値観のズレ、 コミュニケーション不足 | 関係性の悪化 | 3 | 6 | 8 | 144 |
| 交友関係 | SNS・職場での異性接触 | 不倫のきっかけが生まれる | 7 | 7 | 5 | 245 |
| 初期段階 | 隠しLINEアカウント作成 | 物理的な関係へ発展 | 8 | 9 | 4 | 288 |
| 進行段階 | 頻繁なデート・証拠隠滅 | 信頼関係の破綻 | 9 | 10 | 3 | 270 |
| 発覚 | 証拠が見つかる | 修復困難 | 6 | 10 | 2 | 120 |
これをもとに、最もリスクが高い 「初期段階」「進行段階」 での制御が重要であるが、そもそも 「結婚時の価値観のズレ、コミュニケーション不足による関係性の悪化」 の時点で食い止めるべきである。
2. 「品質は工程で作り込む」は不倫人間にも適用可能か?
「品質は工程で作り込む」という原則は、ものづくりの鉄則です。
「この製品(不倫シタ夫)は、そもそも不倫しやすい設計」 という致命的な仕様バグを抱えた不倫シタ夫を、
(筆者別記事参照:「不倫人間は設計ミスか?—不要なモジュール(不倫シタ側)を安全に削除する」)
はたして運用(工程管理)で品質を向上できるのか? という技術的なアプローチです。
つまり、欠陥仕様の製品(不倫シタ夫)を、適切な工程管理で不良品にしないことができるのか? というテーマです。
ここで、「品質は工程で作り込む」という品質管理の原則を適用し、不倫の発生を抑制できるかどうかを考えます。
そこで、ねらい値と交差を用いて、工程FMEAによる 「不倫シタ夫(不良品)を規格内に抑えられるか?」 を考えましょう。
3. 不倫の発生を規格管理で考える
品質管理では、製品の仕様には 「ねらい値(Target Value)」と「許容範囲(Tolerance)」 があります。
しかし、不倫シタ夫(製品)を「ねらい値=誠実な夫」として設計しても、実際には「ねらい値からズレた個体」が発生する可能性があります。
表2.不倫サレ側が考える、許容範囲(交差)の設定 ver. 1
| 項目 | 理想的な仕様 (ねらい値) | 許容範囲 (交差) | 現実の不倫シタ夫 |
|---|---|---|---|
| 誠実性 | 100% | -5% | -30% |
| 交友関係の透明性 | 完全開示 | ±10% | -50% |
| スマホの挙動 | 夫婦間でオープン | ±15% | クラウドに隠しフォルダ |
| LINEの使用頻度 | 家族優先 | ±10% | 深夜2時に不倫相手に「おやすみ♡」送信 |
…すでに規格外の不良品であることが明白です。
しかし、これを「不良品としてリジェクト(離婚)」するか、「工程管理でリワークしてなんとかする(特採)」かを考えるのが、今回の目的です。
ねらい値からズレる要因を洗い出しましょう。
表3.不倫サレ側が考える、ねらい値からズレる要因
| 工程 | 不良の種類(故障モード) | 影響 | 発生頻度(O) | 重大度(S) | 検出可能性(D) | RPN (O × S × D) |
| 結婚 | 初期仕様ズレ(価値観不一致) | 夫婦関係のズレ | 3 | 6 | 8 | 144 |
| 日常生活 | 負荷増加(家事・育児ストレス) | 逃避行動が増加 | 5 | 5 | 6 | 150 |
| 交友関係 | 不適切な接触(SNS・職場) | 不倫のきっかけ | 7 | 7 | 5 | 245 |
| 初期段階 | 「仕事の飲み会」という名の前工程 | 物理的接触へ移行 | 8 | 9 | 4 | 288 |
| 進行段階 | 「バレなきゃOK」プロトコル発動 | 関係破綻 | 9 | 10 | 3 | 270 |
| 発覚 | 監査システム作動(証拠発見) | 関係修復困難 | 6 | 10 | 2 | 120 |
この表から、「交友関係の制御」「初期段階」が最もリスクが高いということになります。 つまり、「ねらい値(誠実な夫)」からズレるのは、交友関係のタイミングで発生しています。
では、この工程を 「交差(許容範囲)」 内に収めることは可能か?
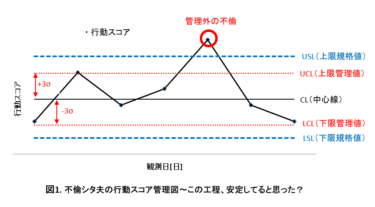
4. 交差管理で不倫リスクを抑制する
交差(Tolerance)は、「ある程度のズレは許容するが、規格外のものは弾く」という考え方です。
不倫を「ねらい値=0回」とするのは理想論すぎるため、実際には「許容可能な範囲を設定する」ことで、完全な品質不良を防ぐのが現実的です。
しかし、あまりにも厳しい管理をすると、「工程負荷が増加し、反発が起きる(逃亡=離婚リスク増大)」 という副作用があるため、管理可能な範囲で最適な交差を設定する必要があります。
5. 不倫人間の基本設計仕様
次に、不倫シタ夫(製品)の基本仕様を整理します。
表4.不倫シタ夫(製品)の基本仕様
| 設計項目 | 仕様 | リスク評価 |
|---|---|---|
| プロセッサ | 短絡思考CPU (快楽最適化型) | リスク高 |
| 記憶装置 | 局所キャッシュ優先 (長期的影響を考慮しない) | リスク高 |
| ネットワーク機能 | SNS・LINEに最適化 (外部との接続性強化) | リスク高 |
| セキュリティ | ロック解除が簡単 (証拠隠滅処理あり) | クリティカル |
| エラー処理 | 「バレたら言い訳プロトコル」搭載 | 致命的 |
このように、この製品(不倫シタ夫)は 「不倫リスクをゼロにすることは不可能」 な仕様で作られているため、設計の変更はできません。
では、工程管理(Process Control)によって、品質を向上させることは可能なのでしょうか?品管の腕の見せ所ですね。
6. 結論:「品質は工程で作り込む」ことは…可能とは断言できない。
- 不倫リスクをゼロにはできないが、工程管理によって確率を下げることは可能。
- 設計バグ(不倫する仕様)の影響を最小限にするには、リスク管理を組み込む必要がある。
- 結婚時点での価値観のズレ、コミュニケーション不足の管理が最も重要である。
- 不倫シタ夫の家での居場所を構築し最適化することで、夫の意思決定を家庭優位にできる可能性がある。
【まとめ】
- 不倫シタ夫、設計ミスがひどい。仕様バグは修正不能。要件定義からやり直せ、と言いたいところだけど、こちらの努力(工程管理)次第で歩留まりを改善できる…かも?
- ねらい値(誠実な夫)を維持できるかは、適切な交差管理にかかっている。
- バグってるけど、運用でなんとかしろって?不倫サレ側の現場力が試される。
- 開発者(義理の両親)に文句を言いたいが、今は工程改善に集中するしかない。
ただし、最終的な製品(不倫シタ夫)の歩留まりが悪すぎる場合は、ラインの入れ替え(抜本的な自分のマインド切り替え)が必要。
規格外の不良が出続ける場合は、リジェクト(離婚) も視野に入れるべきである。